日本語
日本語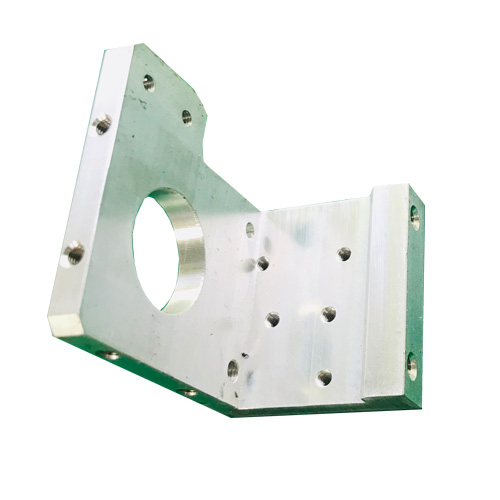

聯系人:楊總
電 話:151 4112 2215
133 5400 5200
微 信:151 4112 2215
郵 箱:151 4112 2215@139.com
網 址:www.basketballnet.cn
地 址:大連市金州區(qū)民和村
不同零件和不同機床采用的大連零部件加工工藝也有所不同
1.一般先粗加工,余量可視機床精度而定,正常情況下先對加工基準進行加工,因為一般車床加工都采用三爪裝夾,如果基準是毛坯面,在粗車工程中受切削力和震動情況下基準是會變的,
粗加工一般都先加工外圓,正常情況下要留一刀到兩刀的車削余量,在車削加工中0.7mm左右叫精車一刀量,
2.精加工,通用夾具是軟爪,儀表車用夾頭(精度不高),如果是薄壁零件,不管先加工外圓或內孔,最后都無法消除變形,常用的解決辦法是采用軸向裝夾,要用特殊夾具或用心軸裝夾。
3.車內孔時,不管內孔里有什么內容,較大的難題就是震動,越小的孔越難加工,要盡可能增加孔刀截面積,一般半徑方向留1~2mm退刀余量就可以了,刀桿建議是圓形,刀主切削刃處于過刀桿軸線縱剖面內,刀桿長度只要不干涉越短越好。

關注我們